
设计PP管件模具要注意哪些问题
来源:平达塑管 发布时间:2013/8/1 10:49:15
关键词:PP管件|PP管材
PP管件注塑成型模具的设计要充分考虑到:
(1)为保证长期静液压强度,通常PP压力管件所用的材料与挤出管子的材料是相同的,而注塑级聚烯烃的流动性(熔体流动速率)比挤管材料的流动性要好得多。
(2)PP管件,特别是压力管件,壁厚较大,而且在压力等级不变的条件下,管件的壁厚与管件的口径成比例增加。
(3)管件或管件模具的设计要充分地考虑到管件与管材连接的要求,如热熔对接管端面的铣削,焊机夹具的夹持等要求;热熔套接和电熔连接对连接部位的要求。
此外,PP管件模具的设计还要注意到:
(1)管件注射成型时,外层较快地冷却形成固态外壳,而内层较缓慢地冷却,为了防止内外壁冷却不均,管件抽芯模内冷却系统的设计一定要合理,否则管件尺寸精度降低,严重时管件会变形。
(2)PP管件通常有全塑和金属镶件两种。如PP金属镶件管件,由于PP热膨胀系数比金属大得多,在制品上装金属嵌件妨碍塑料的收缩,产生的拉应力很大,可能引起材料的开裂,一般要求嵌件周围物料厚度应设计得大一些。PP与铜接触会促进老化,铜镶件应镀镍。
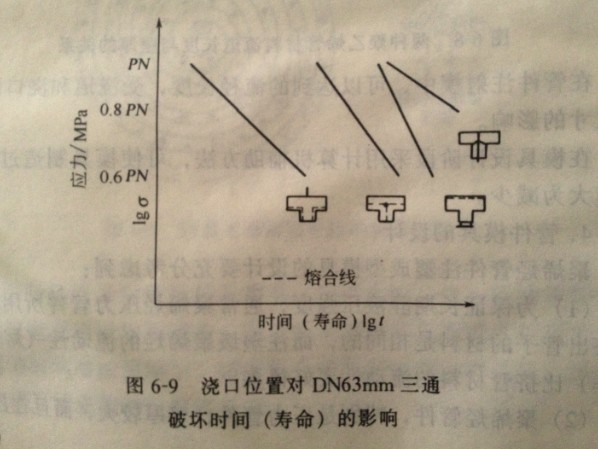
(3)注塑成型管件的质量主要依赖于所采用的成型材料的性质和部件的设计。但模具的正确设计也是相当重要的。图6-9说明了浇口和浇口位置对于DN63mm三通破坏时间(寿命)
的影响。由于浇口和浇口位置所形成的薄弱点越多,管件的使用寿命越短。
(4)物料流动性较通常注塑级PP材料差,设计模具时要充分考虑到排气问题,除要选择合适的分型面外,还要设置恰当的排气槽,一般应开设在型腔最后充满的地方。
(5)PP管材料粘度大,流动性差,一般选择短而宽的浇口利于熔融料顺利充模。
(6)由于PP管材料通常具有高熔体粘度和比较宽的分子量分布,因此PP管件更易发生翘曲。造成注塑制品翘曲的原因很多,主要有收缩不均匀,结晶度不均匀,冷却不均匀,过度充填等四个方面。改变加工参数(温度、压力、时间、速度等)对于克服管件翘曲问题效果有限,应在模具设计阶段采取措施,加以考虑。
上一页:生产PPH管材的加料装置
下一页:PP管中央供料模芯支架机头
相关产品

FRPP管材包含FRPP防腐管道,FRPP管道具有耐腐蚀、强度高、抗渗漏、内阻小、抗拉、抗弯、造价低、寿命长、安装维修方便等特点,FRPP管道广泛应用于石油、化工、电力、纺织、冶金、制药、造纸、食品、矿山、垃圾处理、建筑等行业。

PVDF阀门、塑料阀门、PPH阀门广泛应用于工业酸碱管路系统,民用净水和废水管路系统,热水和消防管路系统以及养殖业和灌溉输送系统,为民生、电镀、食品、饮料、电子、发电、药品、水处理及医药等行业企业之首选。塑料阀门、PP阀门、PPH阀门厂家直销,让利给客户。

平达塑管专业生产聚乙烯板,也就是我们通常所说的PE塑料板,简称PE板或者塑料板。我公司生产的塑料PE板采用齐格勒催化剂的淤浆法制成,品质已通过行业权威机构检测。现广泛用于化工、化工、电子、PCB、电镀、环保、建筑等行业。也可特殊用做冰球场的围板、煤矿区翻斗车车底板和土方车彻底板等。

公司地址:江苏省扬中市经济开发区 邮编:212200 电话:0511-88455870 传真:0511-88455871 联系人:林涛 手机:13914577909 QQ:2552725721 网址:http://www.hh84.cn 邮箱:pdpipes@163.com
平达塑管 2011(C)版权所有 并对网站所有内容保留解释权 苏ICP备12016112号-1

苏公网安备32118202000560号